想要知道黔东南 本地 衬塑匠心制造产品如何?看视频就知道!看视频,选产品更明智!
以下是:黔东南黔东南 本地 衬塑匠心制造的图文介绍


衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。停转时,卸下密封面工装后 次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。衬塑防腐设备的衬塑事项就介绍到这里了,只有掌握正确的衬塑事项,我们才能避免操作过程中出现误差,所以以上介绍的几点注意事项,希望厂家和操作人员都能特别注衬塑钢管内衬层材质有哪些



内衬聚丙烯(PP-R)钢管的内衬塑料应符合GB/T18742.2对塑料的要求。内衬硬聚氯乙烯(PVC-U)钢管的内衬塑料应符合GB/T10002.1对塑料的要求内衬氯化聚氯乙烯(PVC-C)钢管的内衬塑料应符合GB/T18993.2对塑料的要求基管为直缝焊管的应符合GB/T3091对基管的要求。基管为无缝焊管的应符合GB/T8163对基管的要求。基管为螺旋缝埋弧焊管的应符合SY/T5037对基管的要求。涂塑钢管
给水涂塑钢管应符合CJ/T120标准的要求。聚乙烯粉末的性能应符合CJ/T120标准的要求。环氧树脂粉末的性能应符合CJ/T120标准的要求,基管为直缝焊管的应符合GB/T3091对基管的要求。基管为无缝焊管的应符合GB/T8163对基管的要求。基管为螺旋缝埋弧焊管的应符合SY/T5037对基管的要求。



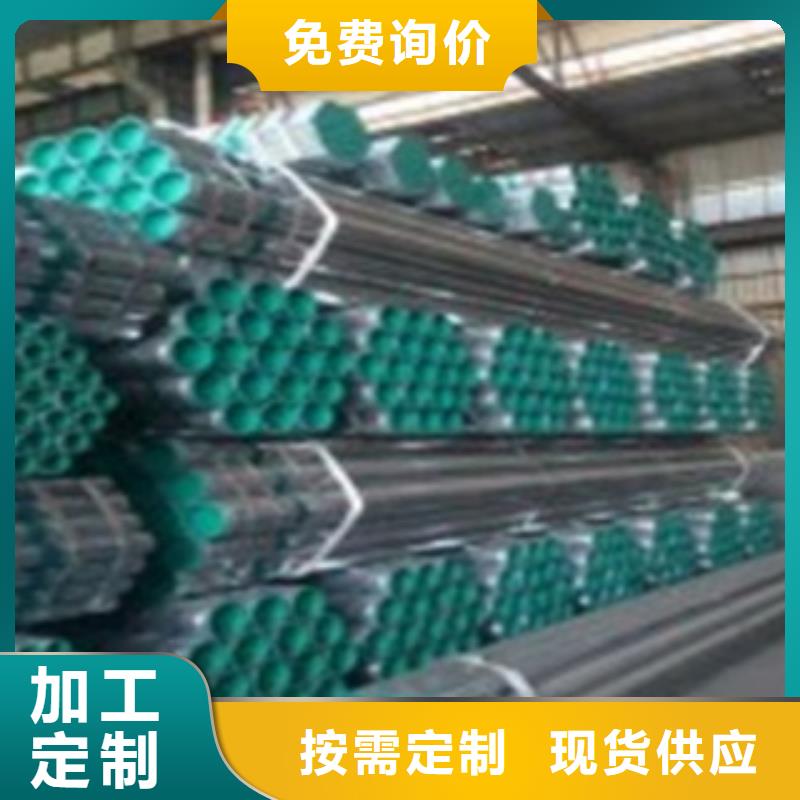
鸿顺管道科技有限公司主营: 热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、 等。公司位于经济开发区,交通便利、地理位置优越。 公司本着“客户至上 精益求精”的质量方针,市场是企业的方向、质量是企业的生命。客户想到的我们要做到,客户没想到的我们要重视合同“确保质量,准时交付”。我公司真诚欢迎社会各界人士来公司参观指导,商务洽谈,同创双赢,共达辉煌。


衬塑钢管因内衬塑比较厚,衬塑钢管价格推荐燃气用加强级防腐钢管是指3层结构聚烯烃涂层(MAPEC)外防腐钢管,是国内常用的一种防腐管道。衬塑镀锌钢管断管工艺传统的管道切割方式一般采用火焰切割、砂轮切割火焰切割的不可能性一般采用的火焰切割(氧-乙切割)是利用氧-乙预热火焰是金属在纯氧气流中能够剧烈燃烧,生成大量的熔渣和放出大量热量的原理而进行的。因此氧-乙切割必然会损坏衬塑镀锌钢管的衬塑层。砂轮切割的弊端砂轮切割时,高速运转的砂轮在切割外层的钢管是产生大量的热量,导致内层的衬塑层熔化,与钢管粘脱落或开裂。普通断管器的不适应普通的断管器通常是手动操作,由于频率低,衬塑层一般不会熔化,但断管器在割断钢管后,由于断管器的压力作用,容易使衬塑层与钢管开裂,而开裂后重新粘接的强度不够,现场的条件也不具备,因此普通断管器也不适用。



随着人们的环保意识、健康意识的普及,新型环保给水用管材层出不穷,其品种之多难以枚举。衬塑镀锌管继承了钢管和塑料管各自的优点,同时又摒弃了各自的缺点,并且根据市场需求、生产工艺、防腐措施、连接方式、性价比等诸多方面进行综合分析后合理设计管材。衬塑镀锌管的生产工艺独特。采用独特的机械拉拔复合工艺,通过对金属管的缩径压迫内层塑料管,使两种材料产生 性合理过盈,加之焊管内表面独特设计的花纹内筋对塑料管外表面的嵌入作用,以及塑料管复合前的物理和化学改性,使得内筋嵌入式衬塑镀锌管具有不分层、不缩管,长期使用有保障的技术特点。衬塑镀锌管的外表面防蚀性能完善。众所周知,钢铁的腐蚀是非常普遍的,由此带来的经济损失是巨大的。





 扫一扫
扫一扫